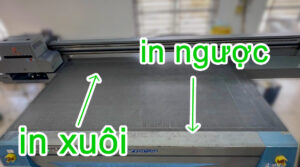
4: in xuôi và in ngược
A: Nội dung Phân biệt Rất đơn giản khi phân biệt 2 kiểu in đó. Một kiểu là in nhìn trược tiếp, một kiểu là in xong lật ngược lại nhìn xuyên qua lớp chất liệu. Lưu ý: - in xuôi máy nào cũng có thể in được, có thể in 2 chiều , chỉ cần bạn đảm bảo in nét, đúng màu - còn in ngược, thì yêu cầu cao hơn: phải đảm bảo không lệch trắng, bay trắng, tia phải…